De l'impression 3D (résine)
-
L'impression 3D résine, quoi t'esque ?
Il s'agit la plupart du temps de faire polymériser de la résine (rendre solide un truc liquide/visqueux) par lumière UV, suivant le processus de stéréolithographie. On parle d'impression SLA.
Je parlerais ici de l'impression avec technologie LCD, la plus répandue sur les imprimantes résine "personnelles".
On va donc verser de la résine liquide dans un bac. Cette résine est ensuite exposée à de la lumière UV sélective qui la solidifiera contre le plateau d'impression. Celui-ci remonte ensuite pour pouvoir faire la couche suivante.
Ici, la résine n'est pas déposée par un déplacement mécanique, mais solidifiée "instantanément", couche par couche. Contrairement à la technoligie "plastique" ou FDM, ces couches ne sont que peu visibles à l'œil nu.
Pour nous, ces imprimantes sont donc toutes indiquées pour l'impression de figurines.
Les machines d'entrées de gammes se situent aujourd'hui autour de 200€ (et même un peu moins) et sont largement suffisantes pour des figurines aux échelles de 6 à 75mm.
Les impressions sont paramétrées par défaut pour des couches de 0.05mm (50 microns) mais il est possible de descendre à 0.01mm (ou de monter à 0.1mm, mais pourquoi faire ???).Il est à noter que l'impression en résine coûte globalement plus cher que le plastique, déjà pour le prix du produit principal (compter entre 25 et 70€ du litre, avec une moyenne à 40€), mais aussi de l'équipement complémentaire qu'il faut acquérir (gants, filtres - j'y reviendrais, alcool, etc). Ceci dit, la qualité est bien différente et l'on reste autour de 0,30-2€ pour une fig 32mm...
S T O P !!! Parlons odeur...
Ouais, alors bon... Oui, les résines employées sont des produits chimiques et ont une certaine odeur. De là à dire qu'il ne faut pas rester à côté de l'imprimante pour ne pas respirer les émanations néfastes, il y a un monde (et puis mourir de ça ou d'autre chose...) !
La résine émet une odeur forte et tenace, surtout lorsqu'elle est laissée au repos à l'air libre (comprendre dans le bac, en dehors des impressions).
En effet, lors de l'impression, le plateau fait des mouvement de va-et-vient verticaux et plonge et replonge dans le bac. Une fois l'impression finie, le plateau remonte assez haut et la résine stagne. Ce qui sera aussi le cas entre 2 impressions.
Je recommande grandement l'ajout d'un couvercle sur le bac pour éviter ces désagréments (j'ai imprimé le mien en PLA, avec une imprimante 3D FDM quoi...).Mais c'est dangereux, non ?
Euh... Ça dépend... Z'êtes du genre à boire des trucs chimiques ? Ouais, non, vu la quantité de soda marron que j'engloutis, je vais reformuler...
Z'êtes du genre à boire des produits chimiques qui puent avec une étiquette qui dit "ATTENTION" ?Bon, bin voilà, entre gens raisonnables, on va se comprendre !
La résine doit être manipulée avec soin, en utilisant des protections adéquates (gants jetables).
Il ne faut pas s'en mettre dans le yeux ni l'ingérer. De là à porter des lunettes et un masque, je vous laisse seuls juges (je ne le fais pas).
Maintenant, si vous vous mettez (par hasard hein, sans faire exprès) de la résine sur les doigts, pas de panique ! On lave, on rince, on essuie et... on oublie. Pas grave...En revanche, gardez à l'esprit que tout ce qui est utilisé pour traiter/manipuler de la résine doit être recyclé (bouteilles vides, alcool, et même... l'eau !) et apporté en déchetterie. Je ne le répéterai pas. Enfin si, une dernière fois : IL FAUT TOUT RECYCLER, MÊME L'EAU !!!
Voilà, ça c'est fait.
Quid du temps d'impression ? Non, parce que le FDM...
En effet, tout déplacement mécanique prends un certain temps, raison principale de la lenteur de la technologie FDM. Ici, le seul mouvement est le déplacement vertical du plateau entre 2 couches. C'est tout.
Pour comparer rapidement, imaginez que vous vouliez dessiner deux cubes, couche par couche. Vous aller partir d'un coin du premier, tracer son contour, remplir la face, lever le crayon, aller ailleurs et tracer le contour du second cube et remplir la face. Puis, vous passez à la seconde couche et recommencez.
La technologie d'impression plastique (FDM) fonctionne exactement comme ça.
L'impression résine va "instantanément" créer la face des 2 cubes (en même temps) et passer à la couche suivante.

Dans les faits, il n'y a rien d'instantané, mais c'est quand même nettement plus rapide que le FDM !
Surtout que le temps d'impression sera le même si vous avez un modèle seul au milieu du plateau ou plein de modèles posés côte à côte...Les imprimantes d'entrée de gamme, à ce jour, utilisent des écran LCD qui sont équivalents à ceux de nos téléphones portables et ne sont pas optimisés pour cette utilisation "détournée".
Pour ces modèles (Photon S, Mars, Orange 30, etc), il faut compter entre 8 et 20 secondes d'exposition aux UV par couche de 0.05mm. Ce facteur temps dépend de la résine employée, de la puissance de l'éclairage (les anciens modèles -- Photon, Orange 10 -- demandent encore plus de temps), de la finesse du modèle (moins long pour un cube que pour une figurine...) et de la solidité voulue (plus longue est l'exposition, plus solides sont les petites parties -- comme les supports -- mais plus cassante sera la résine après traitement).Les imprimantes plus récentes utilisent des écrans LCD monochrome, bien plus performants, et peuvent diminuer ce temps d'exposition par quatre, soit entre 2 et 5 secondes par couches de 0.05mm.
À cette exposition, il faut ajouter le temps pris par le déplacement vertical du plateau et un certain temps de repos entre chaque couche.
Le temps d'impression sera donc fonction de la hauteur des modèles imprimés et du nombre de couche (bien que des couches plus fines nécessite un temps d'exposition inférieur).
La résolution de l'imprimante (le nombre de petits points par couche) ne change rien (ou vraiment pas grand chose) au temps d'impression.
Quels sont les risques principaux ?
Et bien en fait, il n'existe quasiment qu'une seule erreur, la grosse tâche de résine solidifiée au fond du bac :
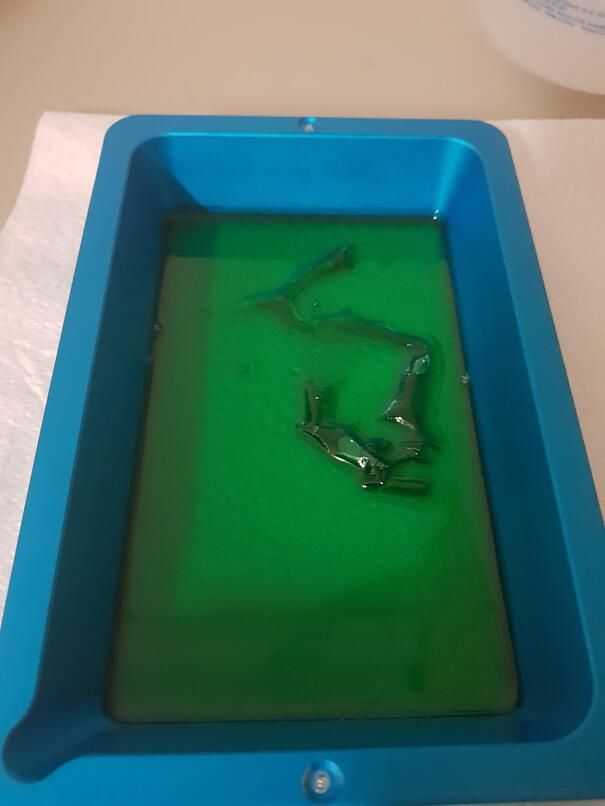
Ceci est du soit au manque d'adhérence de la résine sur le plateau, soit à un problème de support...

Kossé les supports
Comme pour l'impression FDM, une imprimante résine ne peut pas "imprimer dans le vide" : une couche d'impression à besoin de s'appuyer sur la couche inférieure. Elle doit être supportée par quelque chose.
S'il est facile d'imprimer un objet en forme de "V" (dont les côtés partent du "sol" pour remonter selon un angle fermé), imaginez de vouloir imprimer un objet en forme de "T".
Il est physiquement impossible de pouvoir imprimer la barre horizontale de ce "T" : elles sont "dans le vide", ne reposent sur rien. Il faut donc créer des supports qui partent du "sol" et vont pouvoir soutenir cette barre horizontale pour lui fournir un appui.Vous imaginez bien que ce sera la même chose pour les bras, les cheveux ou les armes de vos figurines.
Il faut donc parfois ajouter de petites tiges de résine à des endroits impromptus pour soutenir les parties délicates (non, n'y pensez même pas !) des modèles 3D.
Rassurez-vous, il est aujourd'hui... Ah, tiens, non, ça c'est valable pour le FDM... Le placement des supports n'est toujours pas entièrement (ou au moins efficacement) automatisé pour la résine. Il faut donc soit ajouter/modifier des supports manuellement, soit faire l'acquisition de modèles dits "pré-supportés".
Lorsque les supports ne sont pas efficaces, la résine va polymériser sur ce qu'elle considère être la couche inférieure, qui sera en fait le fond du bac. Et paf !
Même chose si l'adhésion entre le plateau et les premières couches n'est pas suffisante : la résine solidifiée ne restera pas collée au plateau, mais au fond du bac. Et re-paf !
Concrètement, comment ça se passe ?
Une fois un modèle 3D acquis (ou créé...), il faut utiliser un logiciel qui le découpera en tranches et le convertira en format lisible par votre imprimante : un trancheur (beurk) ou slicer (slice = tranche).
Vous fournissez ensuite ce fichier à l'imprimante, lancez l'impression et zou. Ah non, mince, ça c'est encore pour le FDM.Pour la résine, une fois l'impression finie, il faut passer au "traitement" : la résine étant visqueuse, il restera des gouttes accrochées un peu partout sur le modèle. Il faut donc enlever ces résidus et s'assurer que le modèle est bien sec (vous vous souvenez des produits chimiques, des gants, toussa ? Bin il faudra que ce soit bien, bien sec avant de poser ses gros doigts boudinés sur la fig' pour la peindre...).
Du coup, une fois l'impression terminée, il faut retirer le plateau (oui, oui, en entier) et essayer de décoller le modèle dudit plateau. Oui, parce que la résine est visqueuse et qu'il faut qu'elle colle bien au plateau pour éviter les problèmes d'impression, et bien... Elle colle bien au plateau !
C'est du costaud ! La plupart du temps, une "raclette" est fournie pour ce faire, et il ne faut pas hésiter à s'en servir, voire en acheter une plus solide/efficace.

Ah ! Et ne pas faire cette extraction sur du parquet ou un meuble en bois fragile... Bien protéger le plan de travail sur lequel l'opération a lieu.
Ensuite, il faut rincer le machin. Le plus efficace : l'alcool. Il est recommandé d'utiliser de l'alcool isopropylique à 99,9%. Mais de l'alcool dénaturé (alcool ménager) ou même de l'alcool à brûler conviendra très bien. Même à 70%...
S T O P !!! Moi j'ai de la résine lavable à l'eau, nanananèreuuuuhhhh...
Ouais, et ?
En fait, il s'avère que la résine lavable à l'eau peut tout aussi bien être lavée à l'alcool, et sera finalement moins cassante dans ce dernier cas. De plus, il faudra de toute façon recycler l'eau utilisée, alors bon...
Revenons au post-traitement.
Il faut donc faire tremper le modèle dans le liquide utilisé pour le rinçage (et toc !). Et lui faire prendre un bain. Vigoureux ou vibrant, au choix.
Moi je mets le bousin dans un bac plastique avec couvercle et secoue bien fort avec des mouvements de rotation.

Puis sortir le truc de ce bac de rinçage, enlever les éventuels supports (oui, à ce moment-là de préférence, avant séchage). Parfois grâce à une pince coupante, ou en trempant le tout dans de l'eau bien chaude.

Ensuite, refaire tremper le modèle (sans support donc) dans un second bac. Oui, un autre. Pas le même que le premier dans lequel il y aura des résidus de résine fraîche. Et vigoureux secouage une nouvelle fois.
Puis faire sécher quelques minutes, le temps que l'alcool s'évapore complètement (étape inutile si rinçage à l'eau donc...).
ENFIN ! Faire sécher. Et oui, encore une fois. Il faut exposer le produit fini à une lumière UV pendant quelques minutes pour bien durcir l'extérieur et qu'il soit enfin manipulable sans danger. Bon, il ne faudra probablement pas le manger quand même hein...
Donc il faut une source de lumière UV, et penser à exposer toutes les faces, les coins et recoins. Quelques minutes. Plus il restera exposé, plus il deviendra cassant.

Résumé
Pour imprimer en résine, en dehors de l'imprimante et de la résine, il faut donc :
- des gants
- un racloir
- de l'alcool (ou de l'eau...) et 2 bacs genre Tupperw... (pas de marque ici !)
- une source de lumière UV
- savoir où se trouve la déchetterie
- un peu de temps pour ce post-traitement
- un entonnoir
- des filtres (encore !?! J'y viens...)
Pour l'alcool, il est possible de s'en procurer en ligne, ou dans votre super marché (alcool ménager). Pour la machine UV, les appareils dédiés au séchage du vernis à ongle conviennent très bien. Le soleil fonctionne aussi, mais ce sera plus long.
Il existe également des appareils tout faits, vendus par les constructeurs d'imprimantes pour laver et sécher (on parle ici du séchage final) les impressions : les "washing and curing machines".
Je ne sais pas vous, mais mettre le prix d'une imprimante entrée de gamme pour un appareil facilement remplaçable par 2 bacs et le soleil... Mais il paraît que ça simplifie les chose. À voir.Un bac à ultra-son peut aussi être utilisé pour le rinçage. Là encore, je n'en vois pas l'utilité...
Mon impression est toute collée dans le fond !
Oui, ça arrive.
Dans ce cas, il faut vider le bac. Remettre la résine dans la bouteille. Sans y mettre également des p'tits bouts de machins secs. Il faut donc un entonnoir et... Des filtres !
En effet, il ne faut pas récupérer tous les p'tits bouts de résine sèche et les remettre dans la bouteille de résine "propre". En général, il y a 1 ou 2 filtres fournis avec l'imprimante. Ce sont des cônes de carton avec une fine grille métallique dans le bout.

On ouvre la bouteille, on pose l'entonnoir dans le goulot, un filtre dessus, on démonte le bac et on verse la résine dans le filtre. Petit à petit, sinon ça déborde. L'utilisation d'une carte à jouer comme racloir pour tirer/pousser la résine est fortement recommandée.
Une fois le bac vide, il faudra "masser" sous la résine collée (elle sera collée à l'intérieur du bac, il faut pousser avec les doigts depuis l'extérieur, sans utiliser les ongles !!!) et récupérer ces trucs solidifiés.
Ensuite, nettoyer le bac (alcool, eau, utilisez le même produit que pour le rinçage, en fonction de la résine).Et voilà, tout va bien, non ?
Maintenance
Les imprimantes résine nécessitent elles aussi une certaine maintenance.
D'abord, il faut savoir que l'écran est un consommable : il tiendra un certain nombre d'heures d'impression, puis commencera à avoir "des faiblesses". Même du jour au lendemain ou en plein milieu d'impression.
Il est donc nécessaire de le changer si nécessaire (en général, retourner l'imprimante, dévisser un cache, débrancher une nappe, retourner l'imprimante, décoller un scotch de masquage, retirer l'écran et refaire l'inverse après avoir posé un écran neuf).Il en va de même pour le film au fond du bac à résine : il va s'opacifier avec le temps, voire se percer (si vous manquez de bol !). Il est donc nécessaire de le changer lui aussi (vider et nettoyer le bac, dévisser le bord du bac, dévisser la partie qui retient le film, poser un nouveau film et inverser la procédure).
ATTENTION : il faut une certaine tension pour ce film, mais pas trop. Certains recommandent de le faire vibrer à une certaine fréquence (320Hz ?). Moi je pose un bout de mousse (mousse de blister, genre 8x5x1cm) sous le film avant de revisser les 2 morceaux qui le tiennent.
Un film trop tendu fera échouer les impressions (la résine adhérera au film et non au plateau).Mes recommandations personnelles qui n'engagent que moi
Si votre impression s'est déroulée sans soucis, il n'est pas utile de vider le bac à chaque fois.
Passer une carte à jouer dans le fond (racler le fond du bac avec un bord de la carte : si vous sentez un relief, un truc est resté collé, il faut le retirer) : cela permet de vérifier que rien n'est collé et de récupérer d'éventuels résidus qui flottent.Si vous laissez la résine reposer dans le bac plus de 48h, il faudra bien la mélanger avant de tenter une nouvelle impression. Là encore, la carte à jouer s'avérera utile : touillez bien !
Il est possible également de créer un mouvement grâce au plateau : mettez-le en position "zéro", puis faites-le monter et descendre d'1cm quelques fois.Si vous achetez une imprimante d'ici quelques temps, optez pour une monochrome. En 4K si vous voulez une précision de malade.
Et pensez que les modèles standards ont un plateau d'impression d'environ 12x7cm, avec une hauteur potentielle de 15cm. Si vous voulez plus grand, il faut passer aux "grands" modèles.
IMPORTANT : gants, recyclage...
Pleeeeaaase Honey!!! Just one... more... mini!
"Pitou" ne désigne pas une figurine : c'est le bruit d'un rayon laser... Pitou ! Pitou !
Les lavis, c'est mal. ™©
-
Une certaine finesse :



Comparaison résine à gauche, FDM à droite (PLA) :


Pleeeeaaase Honey!!! Just one... more... mini!
"Pitou" ne désigne pas une figurine : c'est le bruit d'un rayon laser... Pitou ! Pitou !
Les lavis, c'est mal. ™©
-
Allez, histoire d'être assez complet, voici quelques slicers pour la résine...
Le plus connu, Chitubox, gratuit.

Historiquement, Prusa Slicer était plus efficace que le précédent sur les supports automatiques (et il peut aussi être utilisé pour le FDM).

Depuis "peu", Lychee se fait sa place et remplace Chitubox chez les professionnels du support (sisi, ça existe).

Il est également possible d'utiliser Ultimaker Cura pour la résine, mais ne l'ayant jamais essayé...
-
N'hésitez pas à poser vos questions et à faire vivre ce fil !
-
Encore un sujet très complet merci.
-
Superbe article, merci
")
-
-c'est un très bon article plaisant a lire
-
CycyX : Merci pour cet article ultra complet. Tu désacralises bien l'impression résine. Je serais à deux doigts de craquer si ce n'était pas tout le traitement post impression
")
-
Pas si compliqué que ça en fait, mais je comprends.
Pleeeeaaase Honey!!! Just one... more... mini!
"Pitou" ne désigne pas une figurine : c'est le bruit d'un rayon laser... Pitou ! Pitou !
Les lavis, c'est mal. ™©
-
CycyX j'dis pas que c'est compliqué, je dis juste que je suis une grosse feignasse

-
CycyX a dit dans De l'impression 3D (résine) :
Un bac à ultra-son peut aussi être utilisé pour le rinçage. Là encore, je n'en vois pas l'utilité...
J'ai eu une discussion avec un gars en soirée qui fait une formation pro au niveau de l'impression 3D et en discutant du post traitement, il me dit qu'en fait sur des impressions 3d résine comme nos figs (beaucoup de creux , d’arêtes....), la machine avec une hélice comme chez Elegoo par exemple, est inutile pour le post traitement (lavage pourrit en gros). Par contre pour lui le bac à ultra-son est indispensable pour le rinçage car il permet de rincer partout et uniformément.
Bon après voilà lui il est sur de l'impression pro, donc à nuancer, mais c’est toujours sympa à savoir.
-
Nastydede Merci pour l'info !

-
Nastydede J'suis encore plus dégouté d'avoir loupé l'offre LIDL sur le bac ultrason

"Y'a des jours, faut pas m'chercher !! Et y'a des jours tous les jours !" Mon paintquest -
Spin0us c'est une offre récurrente patience!
-
-
Pareil, le processus de nettoyage et le stockage me decouragent, quand j'aurais plus rodé l'impression fdm peut-être que je craquerais.
Mes boutiques : DragonMiniature - Etsy
Mon Facebook -
Rednab Je comprends concernant le nettoyage, c'est bien plus simple en FDM : rien à faire ! ^^
Par contre, quelle est la problématique du stockage ? Le manque de place pour les impressions ou la conservation de la résine, de l'alcool, etc ?
-
Oui, j'ai converti une chambre d'ami en atelier, 8m2 ce qui est très bien mais entre les décors, les jeux, la ender 3, la proxon, mon matoss de home studio et la planche à dessin... Si j'ajoute une boîte qui sent pas bon avec pour seul argument mon besoin compulsif s'entasser des petits personnages... Ça sent le divorce.
Peut être que je revendrais la ender 3 pour passer à la résine mais plus tard. -
CycyX concernant l'impression d'un "T" avec une imprimante résine, c'est tout à fait possible puisque le flash fait polymeriser tout la couche en une fois et que celle ci repose sur le tronc du T, on continue ensuite à monter couche par couche. Contrairement à l'impression filament où la buse lâcherait son plastique dans le vide avant d'atteindre le tronc du T.
par contre il faut éviter les éléments qui retombe par exemple le "S", l'imprimante imprimant couche par couche, le bas du S s'imprime ra sans soucis puis on arrive à la partie haute et là on a le petit bout de la fin qui se retrouve imprimer en même temps que le corps, sauf que le corps pour le soutenir il a les couches précédentes alors que le petit bout de la fin du S lui il est tout seul ! Il va rester coller au fond de la cuve, et le S se finira avec le nez amputé !
Donc sans support on peut imprimer un "Ravi" vous savez le gars de la crèche avec les bras levés au ciel mais pas le gars déprimé qui a baisser les bras, les bras pendants auront BE soin de supports pour être rattachés au plateau et ne pas rester au fond de la cuve, ou alors l'imprimer la tête en bas pour réduire les supports au minimum
-
Ophios ton « a » de Ravi a aussi une partie dans le vide
 ️
️"Y'a des jours, faut pas m'chercher !! Et y'a des jours tous les jours !" Mon paintquest